��δ_���������p���m���ׂ������^����ӵ����a�ӹ�����
�����_�p���m���ׂ������^����ӵ����a�ӹ�����r�����ȑ������aƷ������׃�����ܶȵ�Σ��ˮƽ�����]���p���m���ׂ������^�ļӹ���ˇ�^���Dz��DZ�횅^���h��������^���ć���ˮƽ���S���x�ù����л������ɢ���ĵĘ˜ʁ��֙CԒ�M����Ĕ������������̎����ˇ�ȹ����ڼӹ���ˇ��·�еIJ�λ��
�������˸��õش_���p���m���ׂ������^�����a�ӹ�Ʒ�|����Ч�ؑ��ÙC���O�䣬һ�㌢�^���s�p���m���ׂ������^�����a�ӹ��^�̅^������ӹ�����ȼӹ����������a�ӹ������h�������ӹ��h�����@���������ǮaƷ������׃�ܴ�һ���ڹ��ʴ�ĺ;��ܶȲ�̫�ߵĔ���܇�����_չ����ȼӹ��������^С���aƷ��������׃ҲС���܉� �^�ߵļӹ����ȣ�һ�㑪�Ô���܇�����T�����a�ӹ����ڸ߾��ܵĔ���܇�����_չ�ģ��܉� �õ��ܸߵľ��ܶȺͱ�ӹ⻬�ȡ����p���m���ׂ������^���a�����У���ͻ���⣬����λ����龫�ܶȺ�����Ҏ�����ܸ߶����x���T�����a�ӹ���
���������л����nj��p���m���ׂ������^�����a�ӹ����л��ژO�ٔ��Ĺ���ȁ��M�С��෴���t�鹤���ɢ���������л��r����齵���ˮaƷ�����ĊA�b�l�Σ������ɜp���o���r�g�������b�A�ߵĿ��������ұ��ڴ_����һ�ΰ��b���a�ӹ��ĸ��������λ�þ��ܶȡ������ɢ���r�����õęC���O���c�ӹ���ˇ�����b��dz����Σ��{����ݣ������ļ��g����Ҏ��Ҳ�^�͡��ڔMӆ�p���m���ׂ������^�����a�ӹ�����r����������p���m���ׂ������^�����a����N��Y�����c�����g�˜ʣ����ںϮ��������a����˜ʁ�Q���x����һ�N�˜ʡ�








 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�















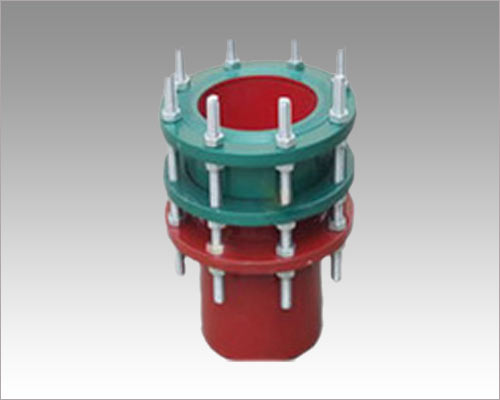








![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
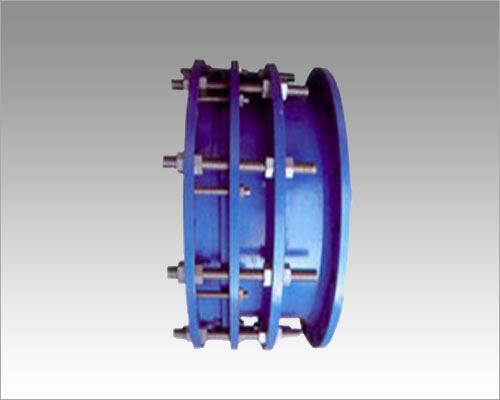
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





