���������η��m��λ��s���^�r�����z��Ҏ��
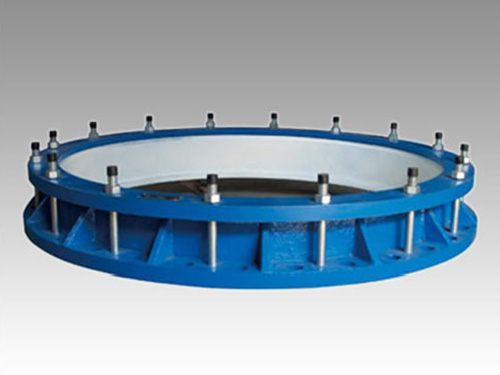
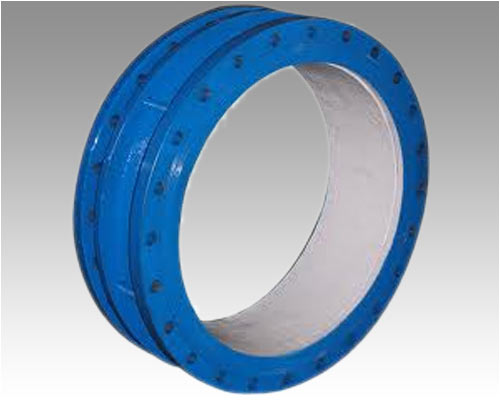
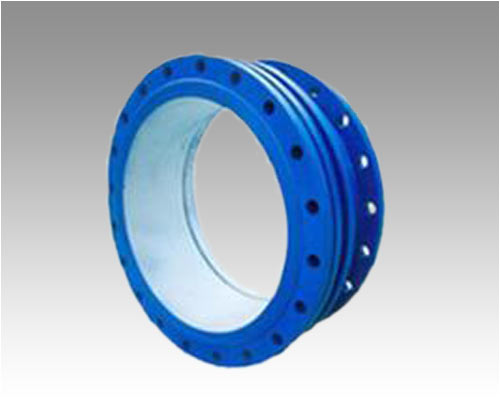
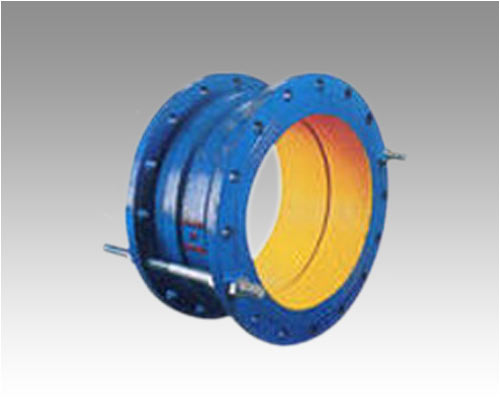
�����η��m��λ��s���^�r�����z��Ҏ����1���η��m��λ��s���^��늺����ӕr��ֹ������Ƥ���_��Ó�䡢ù׃���S����о���^�������P�ĺ��z��
2�����z������������ǰ��������Ҏ��Ҏ���_չ���ƣ�һ����A�Ժ��z���ƜضȞ�150-200'C��ƫ�A���z���ƜضȞ�350һ400'C�����̎����ŵ�100- 150��ĺ��z�������w�ȣ��S�rʹ���Sȡ������Ҫ�������պ��zʹ���f����Ҏ���_չ���z���ƣ����������^�͵ĺ��̎��ضȡ��^�L�Ŀ��ƕr�g�������Ҳ���m�Ϸ��ͺ��̎����
3���η��m��λ��s���^늺����ӹ���ʩ��ǰ��Q���l��ԭ���|�ĺ��p�Լ���߅�_չ�������ȫȥ���͝n��ˮ�ݡ��P�E���K�ۣ�
4���η��m��λ��s���^��늺����ӕr�����m�ϵ�늺������������늺��������ʣ��x�ö̻�늺����ӣ������������w�ij����ݳ�����ֹ��ɳ����ȱ�c���ӟ�ɜp�����۵��������ʣ�
5���η��m��λ��s���^늺����ӕrҪ���� �Օ����ܵȘO����Ȼ�h����Σ���������_չ���w���o���rҪ�O���n�L�壬늺����ӹܵ��rҪ��������^���L��Σ����
6���η��m��λ��s���^���w���o���rҪ�������w�ļ����Ⱥ�ˮ�ֺ������ձغϺ����PҎ����Ҫ��������̼����bһ�Εr�g����ƿ�y��ጷŚ���еĚ�����ˮ���p�ٶ�����̼���w�е�ˮ�ֺ������ڹ���ϵ�yܛ���а��ÿ՚�������ܜp�پS�o���w�������е�ˮ�ֺ�����
7���Ͻ�䓚��r��ȡ�����Ի��棬���H�����rҪ���죬��Ǣ��








 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�























![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





