���P���s�����g�f�h ��s����Ʒ늺�������Ʒ�|��Ҫ
��s��늺�����Ʒ�|weldingquality���ӮaƷ�Ϻ��OӋ�������g�˜ʵ�ˮƽ��늺�����Ʒ�|����Σ����s������s���^������ָ�˺�ʹ�É���������Ҫ����Σ��������ȫ���Y��ȫ��
��s��ʹ�É����aƷ�|���z
늺�����Ʒ�|ͨ������s�����OӋƷ�|�����a�ӹ�Ʒ�|���aƷ�|���z�ͺ���̎����ˇ���A���_����
��s���OӋ����Ʒ�|��
늺�������s�������õ��B���^�N��Լ��y�㿹�����ȑ��_���F���ij��d�������ӹ�ˇ�����m�A�Ƙ��������ԣ������Ժá����ӷ���ȫ�^�̑��ܱM������ȑ�������׃�͑���ˮƽ�����a���칤������ԭ���Ϻ��M���M��С����s���Č��Ӻ��p�OӋ�����rҲҪ���]��̽���z�y�ı�ݡ�
��s�����a�ӹ�Ʒ�|��
����ȡ��ԭ���|�����l���������z�Ⱥ��ĵĹ��ܑ��M���OӋҎ����늺��C���f���C���͙z�y�x���Ĺ��ܑ�����������ǰ�����đ�����Ҏ�����̎������s����늺����pҪ����Ҏ�������������и�������_�Ѻ͏U���
��s���aƷ�|���z
�aƷ�|���z���@����s�����ƶ����aƷ�������^���У��ձر��C�aƷ�|���z�ȫ�^���г��Ùz�y��ʽ �ĺ��������z�y�x���O��ķ����Ժ͙z�y�T���ļ��g�������������ƷҪʹ�ø��N���әz�y��ʽ����B���^�ľo���ԡ��Cе���ܡ��������ܡ��Ͻ�ɷ֡��ɷ֡����g���ԡ�����Ҏ����T��ȱ�ݡ�����ȱ�ݿɷֳ����ȱ�c�̓Ȳ��Y��ȱ�c��
���ȱ�c�������e߅��Ҏ����Ҏ�������̡�ҧ߅�����ӡ�늹 C��������Ś�ڡ�����Ѻۡ�늺�������׃��Ť���ȡ�
�Ȳ��Y��ȱ�c�������Ѻۡ�δ�M����δ���ӡ������ͳ���ȡ�
����ȱ���в���Ӱ��^������Ѻۣ���֮��δ�M����δ���Ӻͺ������Ś�ں͙C��ȱ�c�ȡ�ijЩ��ȱ�c�����S���F�ģ����S���F��ȱ�c��������������Ʒ�đ�����r��Ʒ�|�˜����_���纸���e߅���^�ߣ������o�dԇ���O���ǿ��Եģ������ܹ����l���^�ߵ�ѭ�hϵ�yƣ�v���d���O��t�Dz����S�ģ����B��Ҏ���e߅��Ҳ��Ҫ�������T��ȱ�ݵĮa���c���p���a�ӹ��Ͱ��b���ܶȡ����к��ӷ����ć�֔ˮƽ����늺����ļ��g�Ե�ԭ�����P���T��ȱ�ݵęz�y��ʽ�֚����ԙz�y�ͷǚ����ԙz�y��Ҳ�Q���|���z�y������ǚ����ԙz�y��ʽ�����Ͳ����ܶ��ԙz�y�����������w�������Ȍ�ˮ�ԙz�y��X�侀�z�y������̽���z�y�������z�y��ȫϢ����̽���z�y������̽����Һ���@ʾ��̽���z�y���l��̽���͙Cе���ܜy���ȡ������ԙz�y��ʽ���������܌����W�ɷַ����ͽ���������ȡ�ǡ�����Ùz�y��ʽ�����c���a���칤ˇ�����ЙC���W�ؽY����һ���_չ�z�y�����H����ȫ����ȱ�c�����ԡ��ߴ�Ͳ�λ�����ҿ����ҵ�ȱ�c�İl�����ʣ��M����ֹȱ�c���ٶȰl����
��s����Ʒ����̎����ˇ��
��s������̎����ˇ����늺����Ӻ�aƷ������׃�ļm�����e߅������ĥ��Q���B���^��������s����Ʒ���ֻ����w��̎���ȡ�








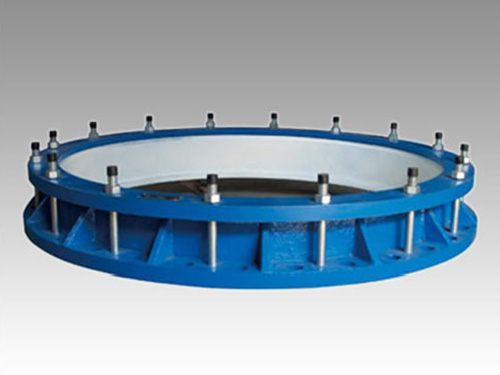
 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�























![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





